
Per diverses raons, necessitava fer uns forats de diàmetres no convencionals en uns eixos. Al taller hi ha un utillatge universal Reglus per aquest tipus de feines, però no hi havia les guies de la mida escaient. Aquest article explica com es van fer unes guies de foradar a mida per l’utillatge Reglus.
Característiques del projecte
Material. S’ha triat acer tipus O2. Fàcil de mecanitzar i trempar. Prou dur una vegada tractat per fer la feina
Dimensionat. Les dimensions s’han obtingut de les altres guies i s’han adaptat a les dimensions del forat a fer. Aquí podeu baixar-vos un plànol acotat d’una guia Reglus.
Les guies es vàren mecanitzar deixant el diàmetre exterior sobredimensionat, es van trempar i revenir i, finalment, es van deixar a mida exterior una vegada endurides amb tornejat-dur.
Procés
El primer pas —després de tallar la barra d’acer a mida— va ser tornejar la forma principal i foradar el forat superior, que dóna accés al forat de centrat.
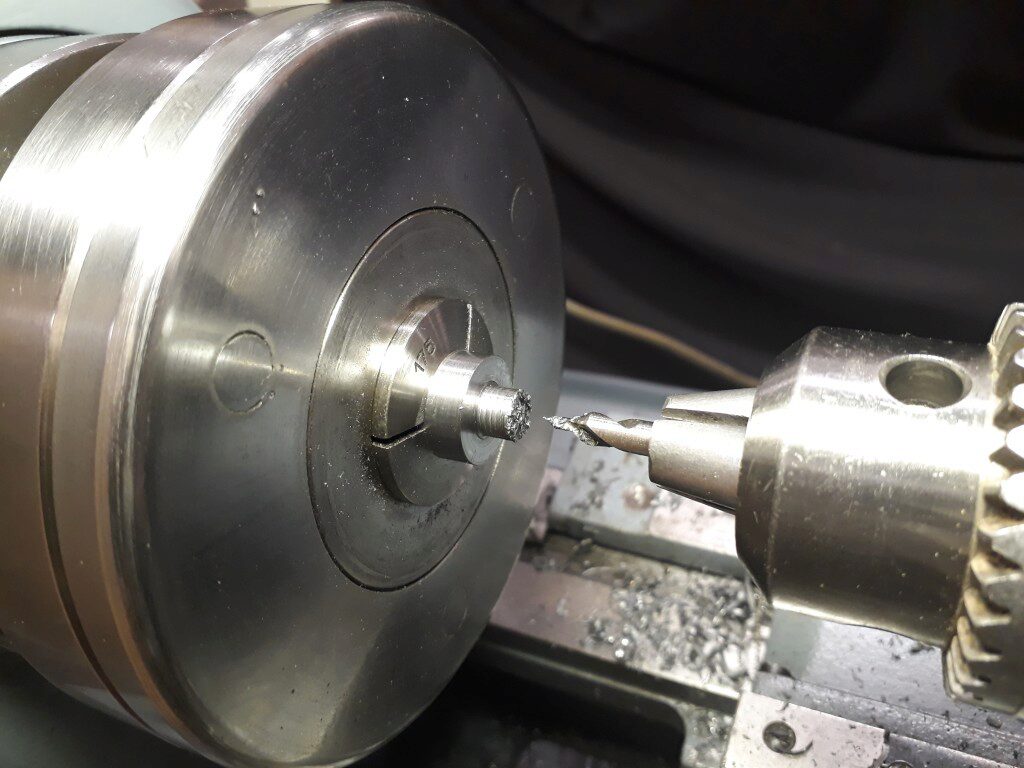
Després, es practica el centrat del forat crític i es forada. La guia es mecanitza usant una pinça per mantenir la precisió de centrat i no marcar la peça se subjecta la guia de nou. La concentricitat es manté al voltant dels 0,01mm d’excentricitat màxima. Per mantenir el centrat del forat guia cal ser curós amb aquesta operació.
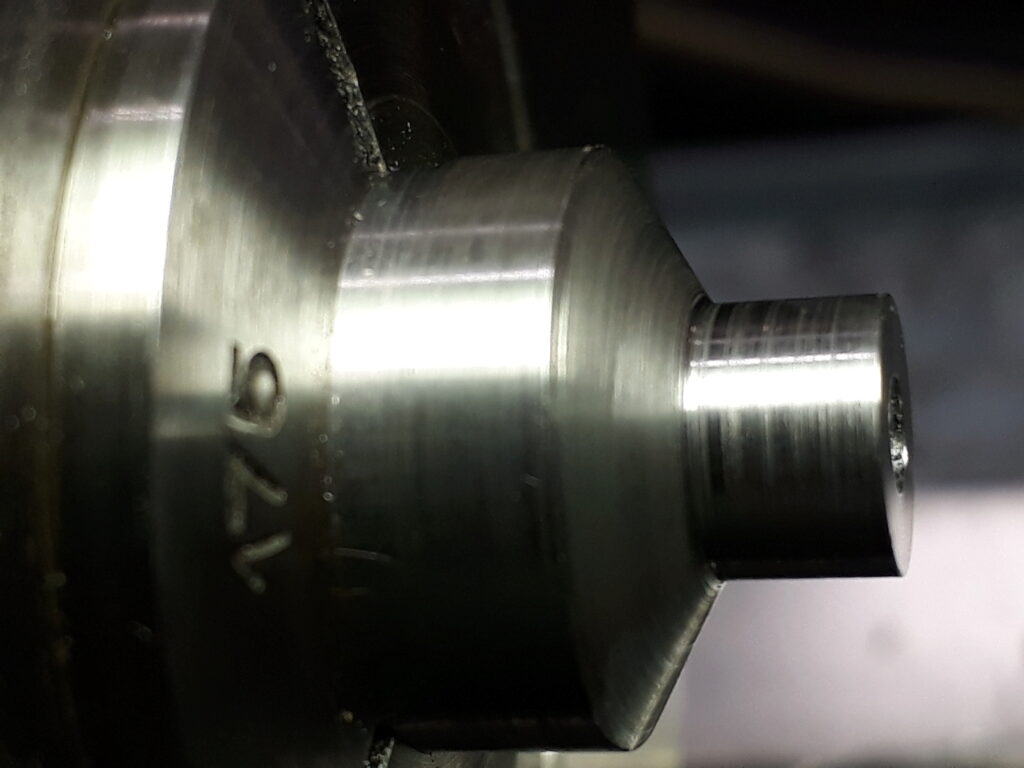
El següent pas consisteix en xamfranar els cantos necessaris i marcar amb els números de cop la dimensió. Posteriorment, es trempa a uns 800 ºC i es revé en el forn a 200 ºC. El resultat es pot apreciar en aquestes imatges:


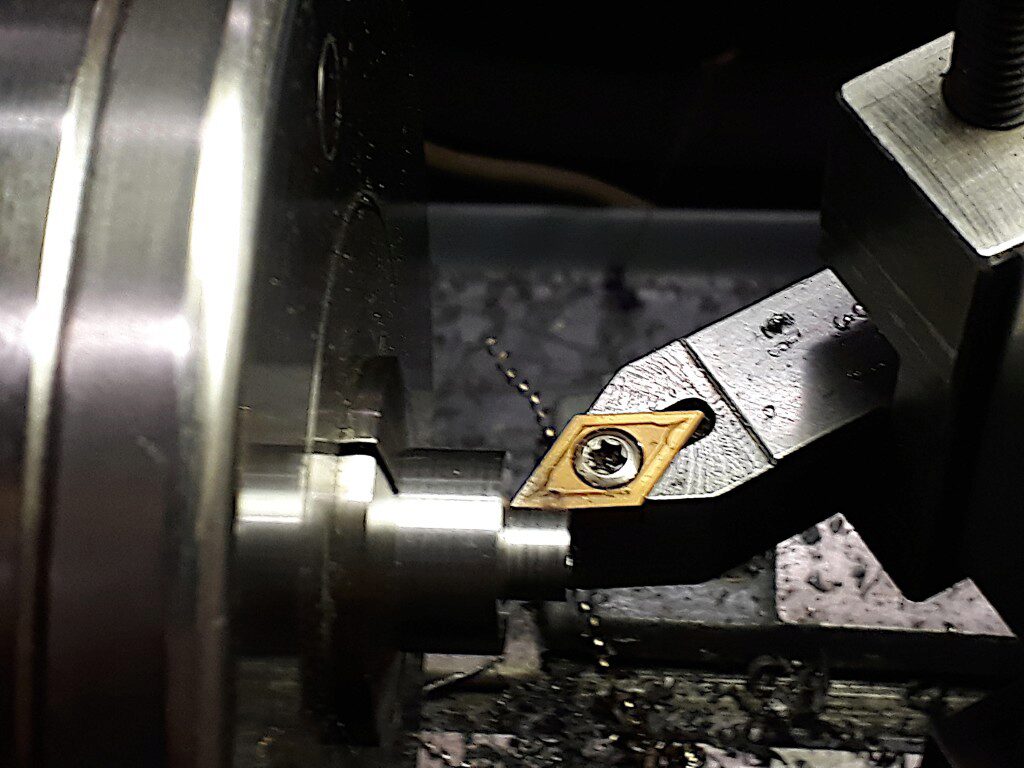
Per acabar, es torneja la guia entre puntes al diàmetre exterior corresponent. En ser una operació de tornejat dur (amb eina de CBN). L’acabat és de gran qualitat i deixa la peça acabada. Deixant aquesta operació pel final es possibilita tenir la mida precisa que requereix la guia malgrat les variacions que introdueix el tractament tèrmic. A continuació podeu veure algunes imatges del procés de tornejar dur.


Les noves guies muntades en l’utillatge de foradar Reglus:

