
Because of reasons, I needed to cross drill some shafts with some weird diameters. I own an old imperial Reglus drilling jig but I didn’t have the required bushings. I decided to make some of them. This post shows how drilling bushings where made.
Project characteristics
These are the most salient characteristics of this project:
Material. I choosed O2 steel. Easy to mechanize and harden. Hard enough after thermical treatement.
Dimensioning. I got the main dimensioning from other bushingss in the set and adapted them to the hole dimension. Here you can get a dimensioned drawing of a Reglus bushing.
Bushings where hard-turned to size after being hardened to cope with dimension changes induced by heat treatment.
Procedure
After cutting the steel bar to required length, the part is rougly turned and the top hole drilled.

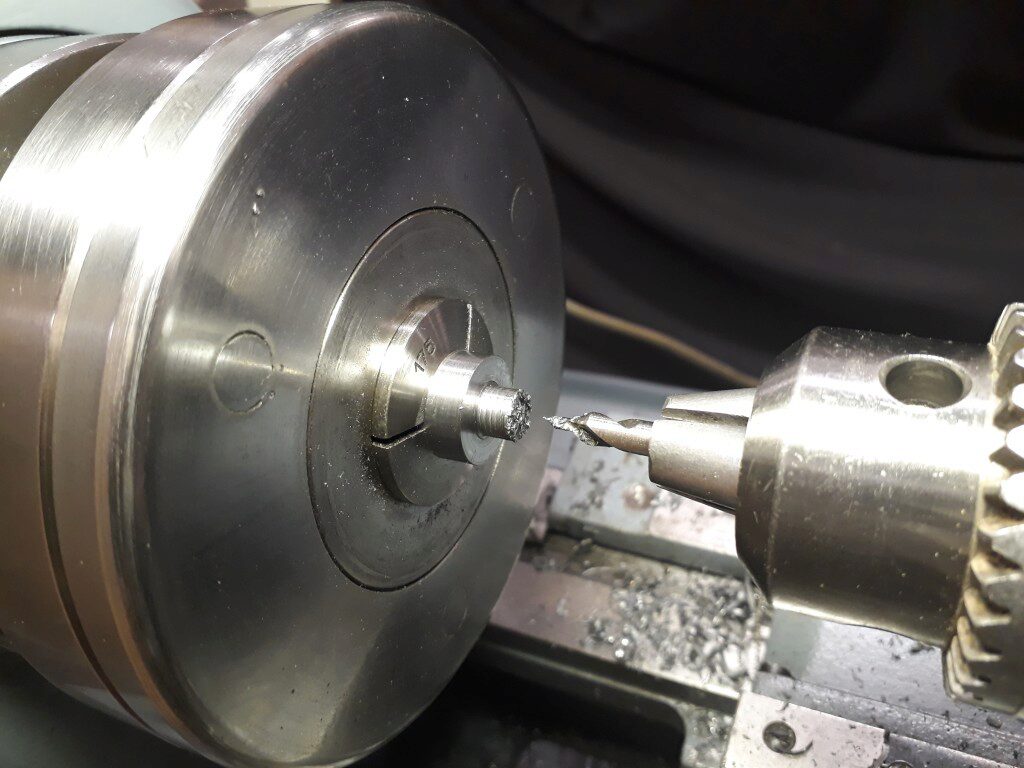
Then, the drill hole is pointed and drilled. The bushing is gripped using a fine collet. This guarantees concentricity up to 0.01mm. The drilling, however, should be done with care to remain concentric.
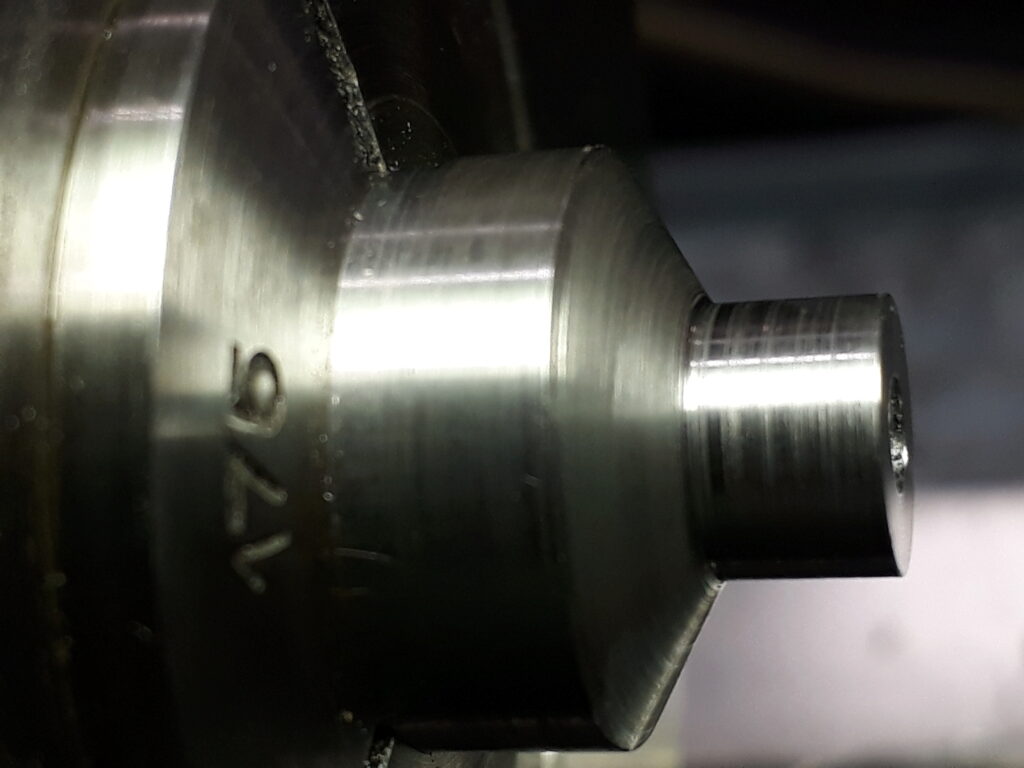
After that, bushings where chamfered as required and stamp marked with the size. Next operation was hardening. The quenching medium was oil and the home owen were used to tempering them at 200ºC. This was the result:


Finally, the external diameter of the bushing is hard-turned to size. Doing this after hardening let’s to manage the thermally induced diameter changes and to provide an excellent surface finish to the gripping face. Below, you can see some pictures of the hard-turning process.


New bushings mounted on the drilling gig look as follows.

