
The tailstock
Some time ago I bought an old series Boley Leinen lever tailstock to be fitted to my lathe. This is the tailstock:

It is of the old type because it uses a split casting to lock the barrel as you can see in the picture. Leinen buid two flavors of this tailstock: one with a barrel that takes 363E collets (the 25mm collets) and other that takes the 323E collets (15mm collets). This tailstock takes collets of type 323E. Following, there is a picture of the tailstock disassembled and cleaned:

Refurbishing it
I observed two deficiences of the tailstock:
- Tailstock is not centered respect the lathe center.
- The barrel guide, that avoids barrel rotation, has an undesirable play.
I first corrected issue 2 by turning and lapping a new shaft that was fitted to a newly reamed bushing. Play reduced to something imperceptible which is enough.
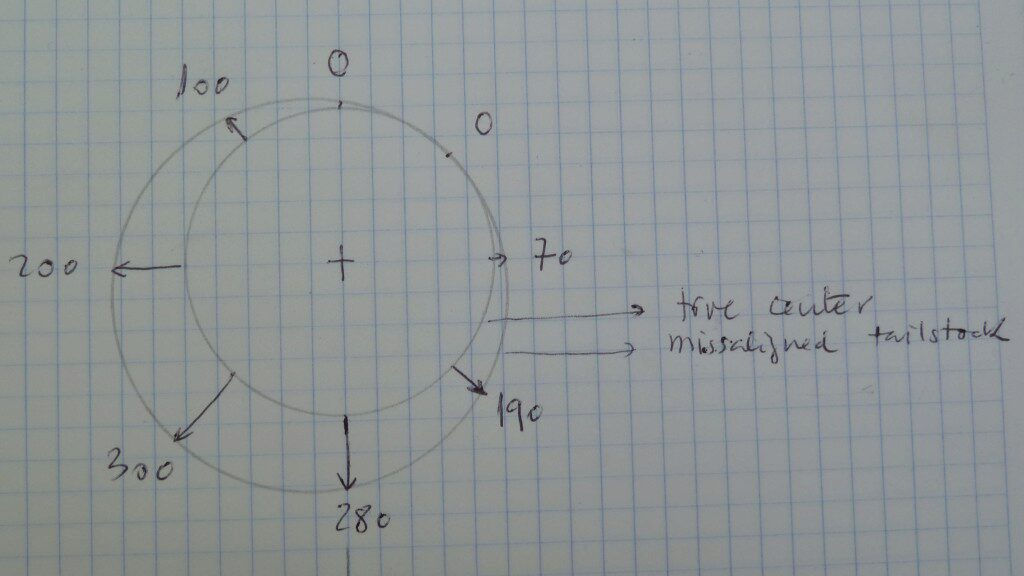
Issue 1 was more difficult to repair. The eccentricity map as seen from the headstock was shown below. Dimensions are in µm, the internal circle corresponds to the headstock center, and the external circle is the tailstock center.
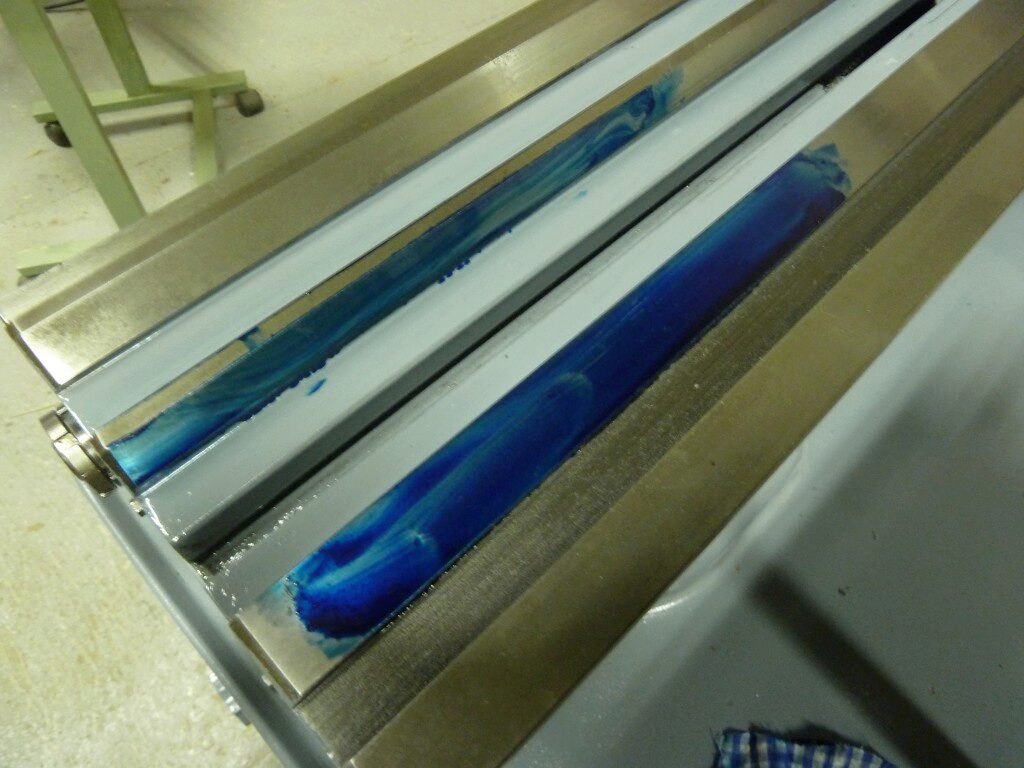
To adjust the tailstock I need to increase the height. Thus I decided to add a hard chrome plating to the tailstock base. This was done by Crom Dur Botifoll. The added a 0.3 mm thick hard chrome plating. Not very cheep I would say. My intention was to work the hard facing with diamant files to fit them to the lathe guides. This was not a very good idea. I finally adjusted the guides but it was a hard work despite the diamant files. Hard crome is really difficult to hand work. This is the tailstock base after applying hard chrome:

Finally the tailstock was fitted and aligned. I achieved a good contact and an alignment error along the axis of less than 0.01 mm. Regarding the alignment between headstock and tailstock thing haven’t been so straight: the tailstock is horitzontally aligned with the headstock but it is horitzontally displaced approximately 100µm. I have no possibility to improve this result. Following there are some pictures of the alignment process:


What was gone wrong?
After thinking in the process I followed, I discovered some errors:
- It would have been best to first align horitzontally the tailstock and then apply the hard chrome to elevate it and allow to adjust the vertical alignment.
- The repair of the barrel guide should have been the last repair. Now, if I decide to rebore the tailstock, the guide would have to be done again.
What can I do now? There are not many alternatives. I can try to rebore the tailstock or to live with the missalignment. I’m going to spend some time thinking about before deciding.
Some hints on how to rebore a tailstock
I made a prospective search about tailstock reboring with these results:
- Storebro refurbished lathes. Tailstock reboring for new barrel.
- Thread: Lineboring 10L tailstock in-situ
- ‘67 Modular Tailstock Rebuild
- «Texas Turnado» threads on Practical Machinist: 1 and 2